À medida que a indústria de fundição enfrenta demandas cada vez maiores em relação à qualidade do produto, proteção ambiental e eficiência de produção,V-Processo de fundição(Processo a Vácuo) está gradualmente emergindo como uma técnica fundamental nas operações modernas de fundição, graças às suas vantagens distintas – incluindo alta precisão, poluição mínima e altas taxas de recuperação de material.
O V-Process - também conhecido como moldagem selada a vácuo ou fundição com pressão negativa - opera com base em um princípio fundamental: utilizando uma combinação de "areia seca sem aglutinante + vedação de filme plástico + compactação induzida por vácuo". Em vez de depender de métodos tradicionais de cura química, consegue-se a formação de moldes através de diferenciais de pressão física.
• Selar o frasco e o padrão com filme plástico.
• Empregar uma bomba de vácuo para evacuar o ar, gerando assim uma pressão negativa de 300–500 mmHg.
• Compactar a areia seca sob pressão atmosférica para atingir um nível de dureza de 85–95 HB.
• Manutenção da pressão negativa durante todas as fases de vazamento e solidificação; uma vez resfriado, o vácuo é liberado, fazendo com que a areia seca se desintegre automaticamente.
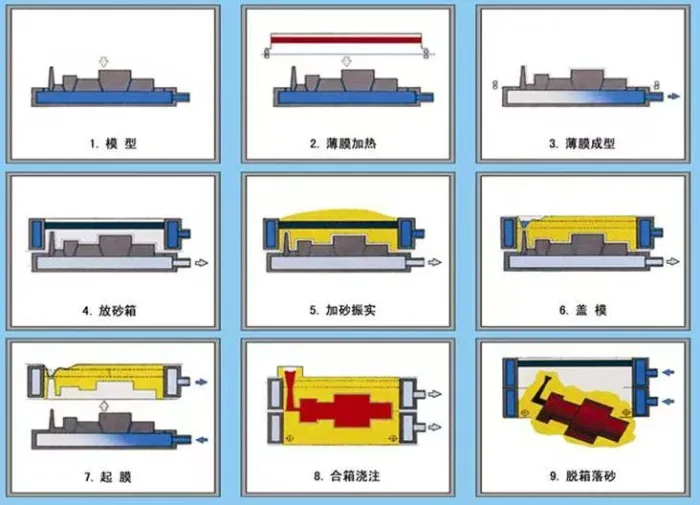
Fluxo de trabalho de fundição em V-Process
O inteiroFundição em processo VO procedimento compreende principalmente as sete etapas a seguir:
1. Preparação de padrões
Utilize uma placa padrão ou padrão equipado com aberturas de vácuo, garantindo que essas aberturas sejam distribuídas uniformemente para facilitar a sucção a vácuo subsequente.
2. Aplicação de filme
Aqueça um filme plástico a uma temperatura de 80–120°C para amolecê-lo e, em seguida, coloque-o sobre a superfície do padrão; aplique vácuo para garantir que o filme adira com firmeza e precisão aos contornos do padrão.
3. Aplicação de revestimento refratário
Pulverize um revestimento refratário de secagem rápida – com aproximadamente 0,04 mm de espessura – na superfície da cavidade do molde, seguido de um processo de secagem; esta etapa evita a adesão da areia (queimadura) e aumenta a eficácia da vedação.
4. Enchimento e compactação de areia
Posicione um frasco especializado sobre o padrão e preencha-o com areia de quartzo seca de malha 100–200; aplique microvibração para compactar o molde de areia e nivelar a superfície.
5. Vedação e aspiração
Cubra a superfície superior do frasco com uma película de vedação e aplique vácuo para gerar pressão negativa, endurecendo e estabilizando a estrutura do molde de areia.
6. Decapagem de padrão e montagem de molde
Libere o vácuo na placa padrão para completar o processo de remoção do padrão; posteriormente, insira os machos (se necessário) e monte as metades do molde, mantendo continuamente o estado de pressão negativa na preparação para o vazamento. 7. Derramando e sacudindo
O vazamento é realizado sob condições de vácuo (com uma temperatura de vazamento de aproximadamente 1300–1400°C para ferro fundido cinzento). Assim que a peça fundida esfriar até aproximadamente 90°C, o vácuo é liberado, desencadeando um processo automático de agitação seguido de limpeza subsequente.
Principais vantagens da fundição em processo V
Em comparação com os processos tradicionais de fundição em areia,Fundição em processo Voferece vantagens distintas e abrangentes:
1. Alta qualidade de fundição
O acabamento superficial das peças fundidas pode atingir Ra12.5 e a precisão dimensional pode atingir o Grau CT9. A taxa de defeitos é baixa e os ângulos de inclinação podem até ser reduzidos para 0°, tornando o processo particularmente adequado para componentes de alta precisão com estruturas complexas.
2. Ecologicamente correto e sustentável
O processo não requer aglutinantes, reduzindo efetivamente a poeira e as emissões de gases nocivos. A taxa de recuperação de areia usada ultrapassa 95%, alinhando-se perfeitamente com a tendência moderna de fabricação verde.
3. Baixos custos de produção
Elimina o custo de resinas e agentes de cura e, ao mesmo tempo, prolonga a vida útil do molde em 30–50%. Além disso, as tolerâncias de usinagem nas peças fundidas são reduzidas em 20–40%, reduzindo ainda mais os custos de processamento subsequentes.
4. Ampla gama de aplicações
Adequado para uma variedade de materiais, incluindo ferro fundido, aço fundido e ligas não ferrosas, o processo é amplamente utilizado na produção de componentes de grande escala, peças de paredes finas e montagens estruturais complexas, como bases de máquinas-ferramentas, contrapesos e vários tipos de carcaças.
Aproveitando suas vantagens em alta qualidade, sustentabilidade ambiental e economia,Fundição em processo Vestá continuamente conduzindo a indústria de fundição em direção a um futuro caracterizado pela fabricação de alta eficiência, ecologicamente correta e de precisão.